Поиск по статьям:
Инжиниринг
Статистика

Нами был реализован шкаф управления прокатным станом с непрерывным резом за счет применения кареточных летучих ножниц, когда каретка с гильотиной в момент реза двигается синхронно с точкой реза, которая отслеживается программно и может быть скорректирована с панели оператора. Бюджетный проект.
Летучие ножницы или flying shears одна из самых сложных задач для приводичка, они применяются, когда возникает задача реализации мерного реза без остановки техпроцесса, то есть рез производится на скорости движения материала (режущие кромки или пила движутся синхронно с материалом), при этом устройство реза разгоняется до скорости материала, синхронизируется и тормозится для получения любого доступного размера отрезов. Метка на материале при этом не требуется, отслеживается рез с помощью энкодера, который как и в случае с непрерывным резом, крепится роликовой передачей к материалу. Для его реализации был использован привод ASD-A2 Delta Electronics, у которого был выбран режим электронного кулачка (встроенная прошивка).
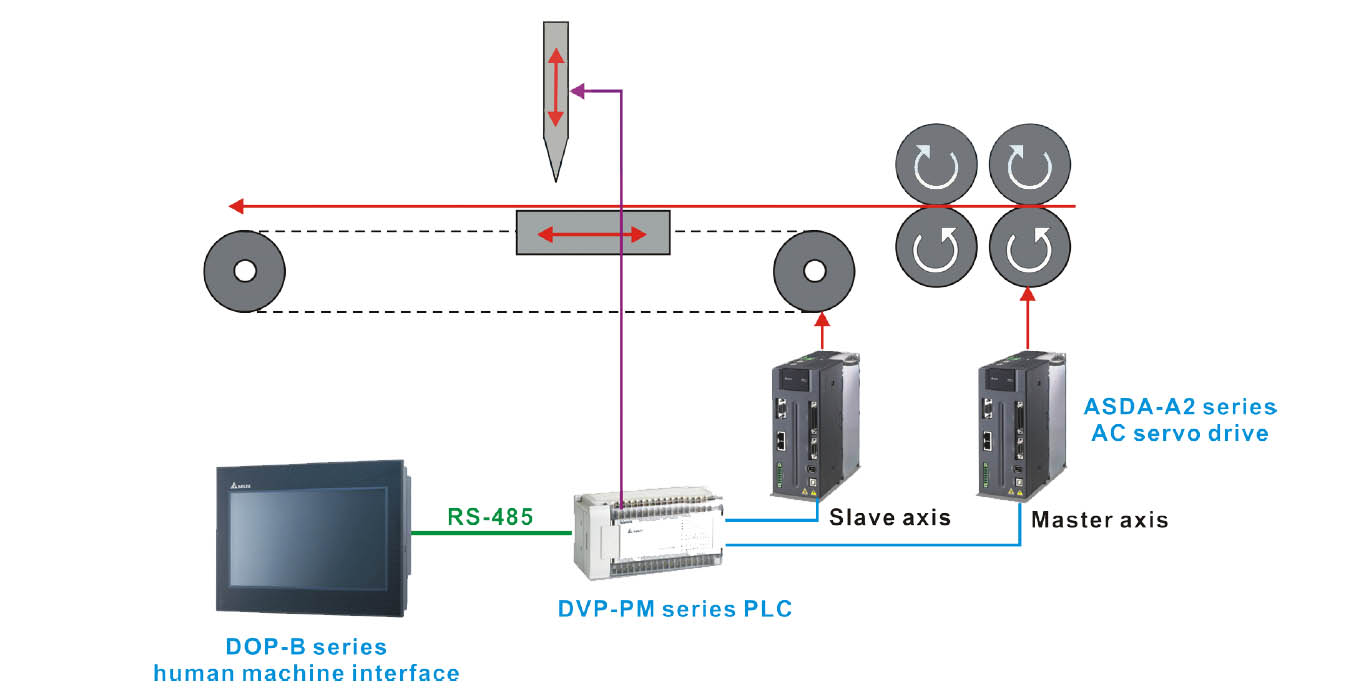
Схематически САР кареточных летучих ножниц можно изобразить как на рисунке ниже, в нашем случае в силу бюджетности проекта этом привод Master-оси был выполнен на базе частотного преобразователя, а измерение скорости/положения Master-оси реализовано внешним энкодером, подключенным к CN5 разъему ASD-A2.
Почему задача так сложна? Ну во-первых, это задача похожа на работу ПВО, то есть когда нужно синхронизироваться с целью, требуется расчет траектории движения (в нашем случае отслеживать профиль движения), определить окно возможности выпуска ракеты (в нашем случае определить момент начала разгона каретки или ножей для ротационных ножниц), тк если стартануть запоздало или рано, движение придется делать на некомфортной скоростях и ускорениях. Далее следуют другая задача - подобрать такой профиль движения, который позволит выйти в точку синхронизации, пока эта точка находится в диапазоне досягаемости (ведь путь движения каретки ограничен, а нам еще и рез надо успеть сделать), причем не просто так, а чтобы разница скоростей в момент их встречи была нулевой. При этом материал может проскользнуть в прокатных валках или скорость снизиться из-за каких-то внешних факторов, а следящий привод должен скорректировать свое движение, чтобы ничто не мешало встретить точку реза там где нужно ни удлинив при этом свой путь.
Классическим решением для реализации летучих ножниц служит функция E-CAM (электронный кулачок), которую поддерживает сервопривод ASDA-A2. В этом профиле как раз таки и заложена вторая часть задачи, а первую часть а также для решения задач общего управления и настройки во время работы установлен простейший ПЛК DVP-SS2, который связывается с ASD-A2 по RS-485, меняет параметры электронного кулачка. Вычислить по введённым параметрам реза точку, точнее момент или даже еще более точно было бы сказать "вылет заготовки", то есть длину, на которую заготовка вышла относительно начальной точки старта каретки, не сложно, зная параметры профиля E-CAM, наши инженеры для этого проработали большой объем материала от завода-изготовителя сервопривода, инструкций по применению и даташитов.
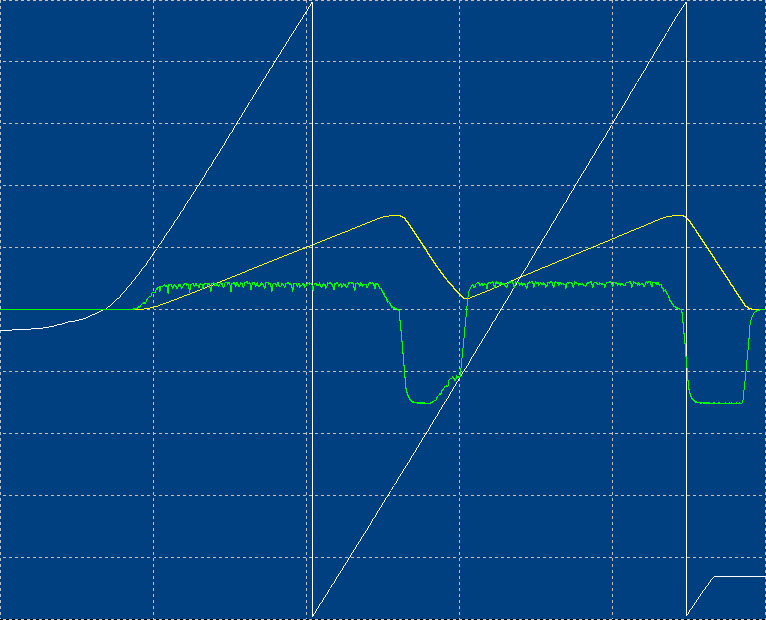
Таким образом наш привод выполнит полностью профиль каретки летучих ножниц. Белый график это положение в импульсах отслеживаемого материала (перескок сверху вниз означает переполнение счетчика для отображения). Желтый - график положения каретки в импульсах, видим разгон, синхронизацию и возврат. Зеленый это график скорости сервопривода каретки летучих ножниц. Ну тут график конечно был снят еще на испытаниях, поэтому видно, что каретка не доехав до точки ожидания стартанула догонять точку реза, энкодер мы крутили от дрели.
Если немного отойти от темы, недостатком некоторых реализаций, которые мы встречали на оборудовании у своих клиентов, можно считать применение механики, как например на барабанных ножницах для реза пакетов в линии по их изготовлению, все жестко заточено под определенный размер и скорость, все менять достаточно сложно, в идеале бы развязать привод подачи материала и привод самих летучих ножниц как раз с помощью "электронного кулачка". Это как раз-таки для них я пишу, что если вдруг будет финансирование и желание отвязаться от ненавистной механики, то мы можем предложить наше решение на базе сервопривода (а по данным уже 2026 года и вовсе на базе контроллера движения, тогда сервопривод можно брать подешевле, не обязательно с E-CAM).
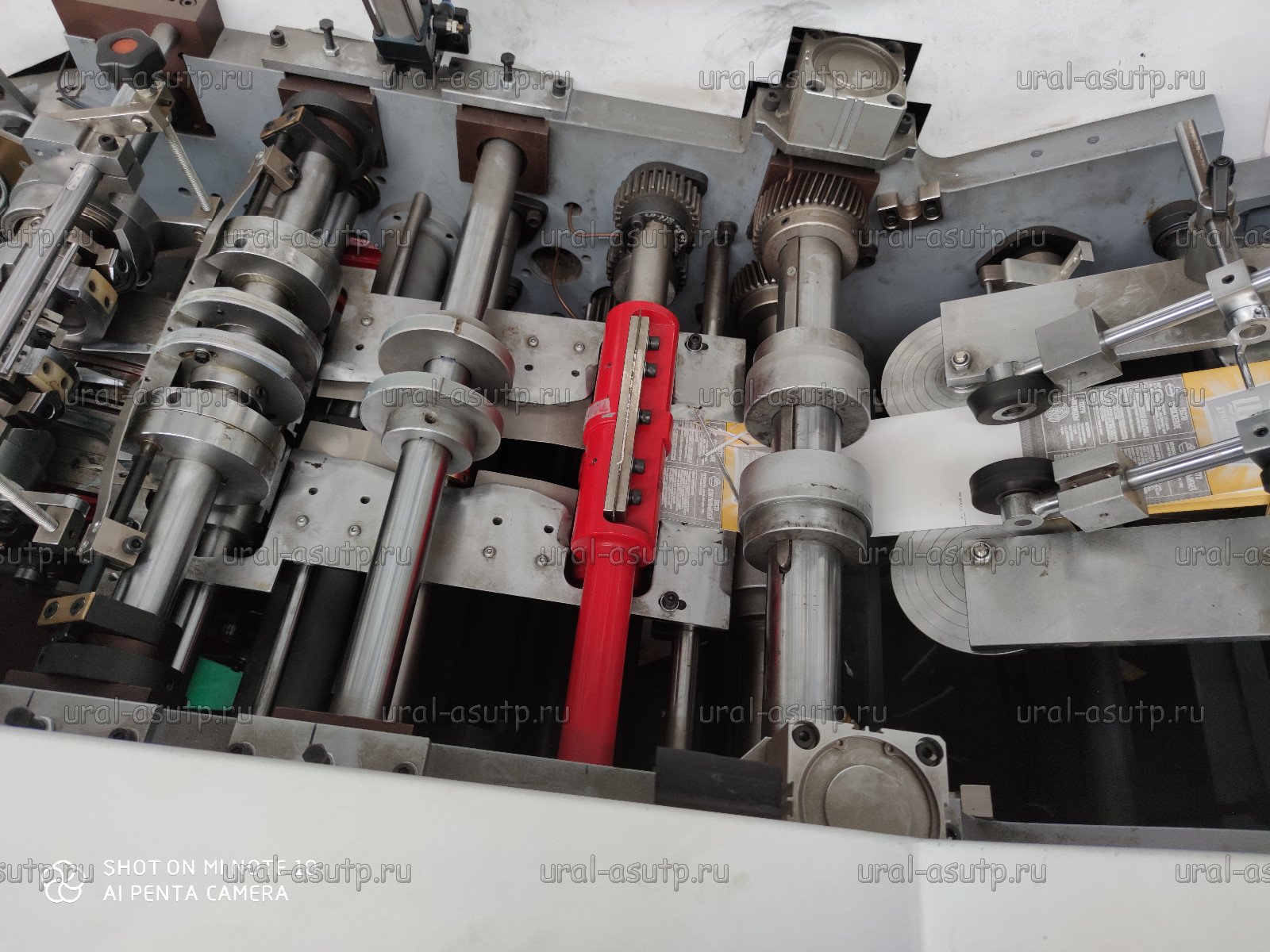

Возвращаясь к нашим летучим ножницам, наша реализация строилась на базе вот такой механики, где привод каретки имел редуктор для увеличения момента, цепную передачу и конечную передачу рейка-шестерня. Как говорится бюджетно, но вполне работоспособно. Гильотина содержала кулачковый механизм реза, привод через редуктор с отслеживанием реза по датчику (отработали датчики ТЕКО). Датчики в начале и в конце хода каретки необходимы для предотвращения движения каретки вне разрешенного диапазона положений и обнуления каретки в начале работы. Цикл работы каретки состоит из ожидания точки реза, разгона и синхронизации (в этот момент и происходит рез), когда рез произведен, каретка не спешит возвращаться, так как ей все равно нужно выполнить программу электронного кулачка, и она сопровождает материал (это видно на видео). Затем следует возврат на маршевой скорости назад в нулевую точку и снова ожидание точки реза новой.

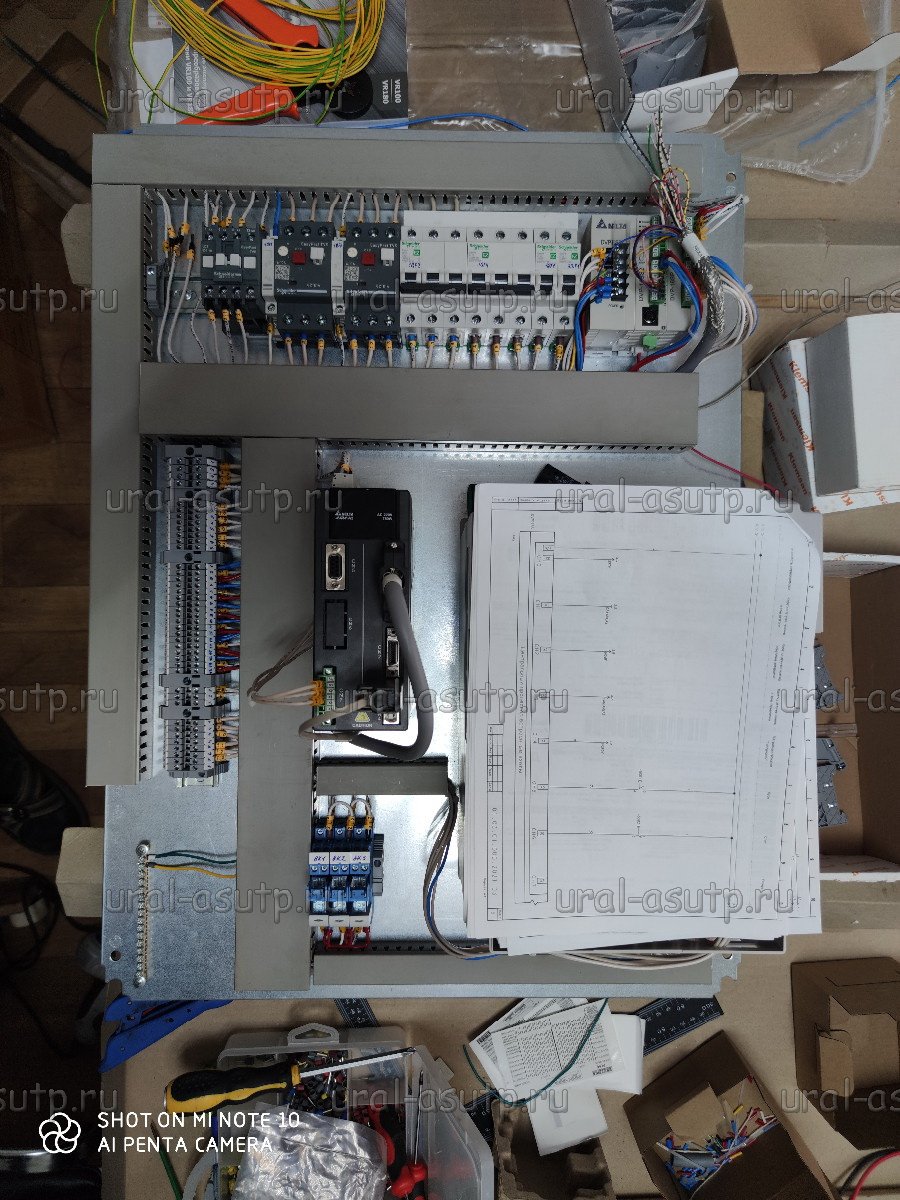
Шкаф управления на сборке отфотографировали, вот что получилось
Ну и видео работы: